ຈຸດດ່າງ ດຳ ຫຼືຈຸດດ່າງ ດຳ ໃນສ່ວນທີ່ເຮັດເປັນແມ່ພິມແມ່ນບັນຫາທີ່ ໜ້າ ລຳຄານ, ໃຊ້ເວລາຫຼາຍ, ແລະຄ່າໃຊ້ຈ່າຍຫຼາຍ.ອະນຸພາກໄດ້ຖືກປ່ອຍອອກມາເມື່ອເລີ່ມຕົ້ນການຜະລິດແລະກ່ອນຫຼືໃນລະຫວ່າງການທໍາຄວາມສະອາດປົກກະຕິຂອງສະກູແລະກະບອກ.ອະນຸພາກເຫຼົ່ານີ້ພັດທະນາໃນເວລາທີ່ວັດສະດຸ carbonizes ເນື່ອງຈາກການ overheating, ເຊິ່ງອາດຈະເກີດຂຶ້ນໃນເວລາທີ່ການໄຫຼຂອງວັດສະດຸໄດ້ຖືກຢຸດເຊົາເປັນເວລາດົນນານໂດຍບໍ່ມີການຫຼຸດລົງອຸນຫະພູມໃນເຄື່ອງ.
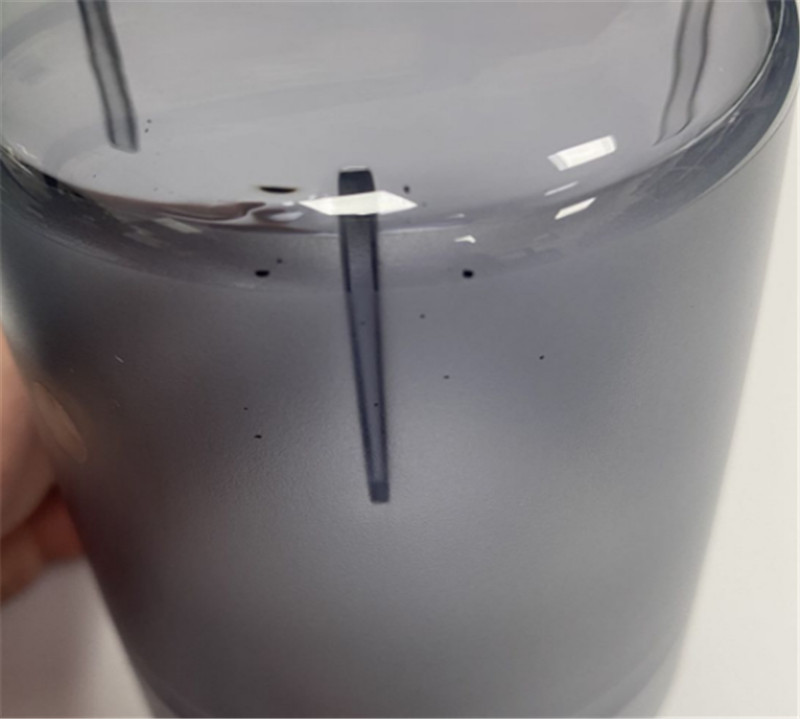
ສາເຫດຂອງຈຸດດ່າງດໍາ
ການເສື່ອມໂຊມຂອງຢາງ
ເນື່ອງຈາກວັດສະດຸພາດສະຕິກເປັນສານເຄມີ, ມັນຄ່ອຍໆເສື່ອມໂຊມເມື່ອມັນສືບຕໍ່ໄດ້ຮັບຄວາມຮ້ອນຂ້າງເທິງຈຸດລະລາຍ.ອຸນຫະພູມທີ່ສູງຂຶ້ນແລະເວລາດົນ, ການຍ່ອຍສະຫຼາຍຈະໄວຂຶ້ນ.ນອກຈາກນັ້ນ, ພາຍໃນຖັງ, ມີພື້ນທີ່ທີ່ມີນ້ໍາຢາງທີ່ເກັບຮັກສາໄວ້ໄດ້ງ່າຍ, ເຊັ່ນ: ປ່ຽງ check non-return ແລະ thread screw.ຢາງທີ່ຍັງຕົກຄ້າງຢູ່ໃນສ່ວນເຫຼົ່ານີ້ຈະຖືກເຜົາໃຫມ້ ຫຼືເປັນຄາບອນ, ແລ້ວຕົກລົງເປັນຈັງຫວະເພື່ອປະສົມເຂົ້າກັບຜະລິດຕະພັນທີ່ເຮັດຈາກແມ່ພິມ, ດັ່ງນັ້ນຈຶ່ງເຮັດໃຫ້ເກີດຈຸດດ່າງດຳ.
ການເຮັດຄວາມສະອາດບໍ່ພຽງພໍ
ຄວາມຈິງທີ່ວ່າຢາງທີ່ໃຊ້ໃນເມື່ອກ່ອນຍັງຄົງຢູ່ໃນເຄື່ອງ molding ເນື່ອງຈາກການເຮັດຄວາມສະອາດບໍ່ພຽງພໍກໍ່ເປັນສາເຫດຂອງຈຸດສີດໍາ.ດັ່ງທີ່ໄດ້ອະທິບາຍໄວ້ໃນວັກຂ້າງເທິງ, ເນື່ອງຈາກມີພື້ນທີ່ທີ່ເກັບຮັກສາຢາງໄດ້ງ່າຍເຊັ່ນ: ວົງແຫວນແລະສາຍສະກູ, ມັນຈໍາເປັນຕ້ອງໃຊ້ຄວາມເຂັ້ມງວດແລະເວລາຂອງການເຮັດຄວາມສະອາດທີ່ສອດຄ້ອງກັນກັບພື້ນທີ່ເຫຼົ່ານີ້ໃນລະຫວ່າງການປ່ຽນວັດສະດຸ.ນອກຈາກນັ້ນ, ວິທີການທໍາຄວາມສະອາດທີ່ເຫມາະສົມສໍາລັບແຕ່ລະວັດສະດຸຕ້ອງໄດ້ຮັບການຈ້າງງານ.ມັນຂ້ອນຂ້າງງ່າຍທີ່ຈະດໍາເນີນການທໍາຄວາມສະອາດສໍາລັບ resins ທີ່ຄ້າຍຄືກັນ, ເຊັ່ນ: PC → PC, ແຕ່ຖ້າຫາກວ່າມັນເປັນການທໍາຄວາມສະອາດຂອງປະເພດທີ່ແຕກຕ່າງກັນຂອງວັດສະດຸ, ເນື່ອງຈາກວ່າຈຸດລະລາຍຫຼືອຸນຫະພູມ decomposition ແມ່ນແຕກຕ່າງກັນ, ໃນຂະນະທີ່ຄວາມເຂົ້າກັນໄດ້ (affinity) ມີຢູ່ລະຫວ່າງ resins. , ມັນບໍ່ສາມາດເອົາອອກຫມົດໃນຫຼາຍໆກໍລະນີເຖິງວ່າຈະມີການເຮັດຄວາມສະອາດ.
ການປະສົມຂອງສານຕ່າງປະເທດ (ການປົນເປື້ອນ)
ການປົນເປື້ອນຍັງເປັນຫນຶ່ງໃນສາເຫດຂອງຈຸດສີດໍາ.ຖ້າບາງເມັດທີ່ປ້ອນເຂົ້າໄປໃນ hopper ຖືກປະສົມກັບຢາງອື່ນໆທີ່ມີອຸນຫະພູມການເສື່ອມໂຊມຕ່ໍາ, ຈຸດສີດໍາອາດຈະເກີດຂື້ນໄດ້ງ່າຍຍ້ອນການເສື່ອມໂຊມຂອງຢາງ.ນອກຈາກນັ້ນ, ຄວນເອົາໃຈໃສ່ກັບພລາສຕິກທີ່ນໍາມາໃຊ້ໃຫມ່.ອັນນີ້ແມ່ນຍ້ອນວ່າພລາສຕິກທີ່ນຳມາໃຊ້ໃໝ່ມີແນວໂນ້ມທີ່ຈະເສື່ອມໂຊມຫຼັງຈາກຖືກໃຫ້ຄວາມຮ້ອນຫຼາຍຄັ້ງ (ການນຳມາໃຊ້ໃໝ່ຊ້ຳໆຫຼາຍເທົ່າໃດ, ເວລາທຳຄວາມຮ້ອນດົນຂຶ້ນ).ນອກຈາກນັ້ນ, ມັນອາດຈະຖືກປົນເປື້ອນດ້ວຍໂລຫະໃນລະຫວ່າງຂະບວນການລີໄຊເຄີນ.
ວິທີແກ້ໄຂສໍາລັບຈຸດດ່າງດໍາ
1. ກ່ອນອື່ນລ້າງໃຫ້ສະອາດຈົນບໍ່ມີຈຸດດຳອີກ.
ຈຸດສີດໍາມີແນວໂນ້ມທີ່ຈະຢູ່ໃນວົງການກວດກາແລະ thread screw ໃນຖັງ.ຖ້າຈຸດສີດໍາເຄີຍປາກົດ, ຄາດວ່າສາເຫດຂອງພວກມັນມີແນວໂນ້ມທີ່ຈະຍັງຄົງຢູ່ໃນຖັງ.ເພາະສະນັ້ນ, ຫຼັງຈາກຈຸດດ່າງ ດຳ ປາກົດ, ຖັງຕ້ອງຖືກອະນາໄມຢ່າງລະອຽດກ່ອນທີ່ຈະໃຊ້ມາດຕະການຕ້ານ (ຖ້າບໍ່ດັ່ງນັ້ນຈຸດດ່າງ ດຳ ຈະບໍ່ຫາຍໄປ).
2. ພະຍາຍາມຫຼຸດອຸນຫະພູມ molding
ຢາງຕ່າງໆມີອຸນຫະພູມຄໍາຮ້ອງສະຫມັກທີ່ແນະນໍາ (ລາຍການຫຼືຊຸດຜະລິດຕະພັນຍັງມີຂໍ້ມູນນີ້).ກວດເບິ່ງວ່າອຸນຫະພູມທີ່ກໍານົດໄວ້ຂອງເຄື່ອງ molding ແມ່ນຢູ່ນອກຂອບເຂດ.ຖ້າເປັນດັ່ງນັ້ນ, ຫຼຸດລົງອຸນຫະພູມ.ນອກຈາກນັ້ນ, ອຸນຫະພູມທີ່ສະແດງຢູ່ໃນເຄື່ອງແມ່ພິມແມ່ນອຸນຫະພູມຂອງພື້ນທີ່ບ່ອນທີ່ເຊັນເຊີຕັ້ງຢູ່, ເຊິ່ງແຕກຕ່າງຈາກອຸນຫະພູມນ້ໍາຢາງຕົວຈິງບາງຢ່າງ.ຖ້າເປັນໄປໄດ້, ແນະນໍາໃຫ້ວັດແທກອຸນຫະພູມຕົວຈິງດ້ວຍເຄື່ອງວັດແທກອຸນຫະພູມນ້ໍາຢາງຫຼືຄ້າຍຄືກັນ.ໂດຍສະເພາະ, ພື້ນທີ່ທີ່ມີຄວາມສ່ຽງຕໍ່ການເກັບຮັກສານ້ໍາຢາງ, ເຊັ່ນ: ວົງແຫວນ, ສ່ວນຫຼາຍມັກຈະເຮັດໃຫ້ເກີດຈຸດດ່າງດໍາ, ດັ່ງນັ້ນຄວນເອົາໃຈໃສ່ເປັນພິເສດຕໍ່ອຸນຫະພູມໃນບໍລິເວນໃກ້ຄຽງ.
3. ຫຼຸດຜ່ອນເວລາທີ່ຢູ່ອາໄສ
ເຖິງແມ່ນວ່າອຸນຫະພູມທີ່ກໍານົດໄວ້ຂອງເຄື່ອງ molding ແມ່ນຢູ່ໃນຂອບເຂດອຸນຫະພູມທີ່ແນະນໍາຂອງຢາງຕ່າງໆ, ການເກັບຮັກສາໄວ້ໃນໄລຍະຍາວອາດຈະເຮັດໃຫ້ເກີດການເສື່ອມສະພາບຂອງຢາງແລະດັ່ງນັ້ນຮູບລັກສະນະຂອງຈຸດສີດໍາ.ຖ້າເຄື່ອງ molding ສະຫນອງຄຸນນະສົມບັດການຊັກຊ້າ, ກະລຸນາໃຊ້ປະໂຫຍດຢ່າງເຕັມທີ່ຈາກມັນ, ແລະເລືອກເຄື່ອງ molding ທີ່ເຫມາະສົມສໍາລັບຂະຫນາດ mold.
4. ການປົນເປື້ອນຫຼືບໍ່?
ການປະສົມຢາງ ຫຼື ໂລຫະອື່ນໆເປັນບາງຄັ້ງຄາວອາດເຮັດໃຫ້ເປັນຈຸດດ່າງດຳ.
ສິ່ງທີ່ແປກໃຈແມ່ນວ່າສາເຫດສ່ວນໃຫຍ່ແມ່ນການທໍາຄວາມສະອາດບໍ່ພຽງພໍ.ກະລຸນາປະຕິບັດວຽກງານຫຼັງຈາກການທໍາຄວາມສະອາດຢ່າງລະອຽດແລະເອົາຢາງທີ່ໃຊ້ໃນການສີດແມ່ພິມທີ່ຜ່ານມາ.ເມື່ອນຳໃຊ້ພລາສຕິກທີ່ເອົາມາໃຊ້ໃໝ່ແລ້ວ, ໃຫ້ກວດເບິ່ງດ້ວຍຕາເປົ່າເພື່ອເບິ່ງວ່າມີສານແປກປອມຢູ່ໃນເມັດ.
ເວລາປະກາດ: 11-04-2023